
在矿山、水泥、冶金等行业中,球磨机是物料粉碎的关键设备。而小齿轮作为球磨机传动系统的重要组成部分,直接影响设备的运行效率与使用寿命。本文为您详细介绍球磨机小齿轮的作用、材质工艺、常见问题及维护建议,助力采购与使用决策。

一、产品概述
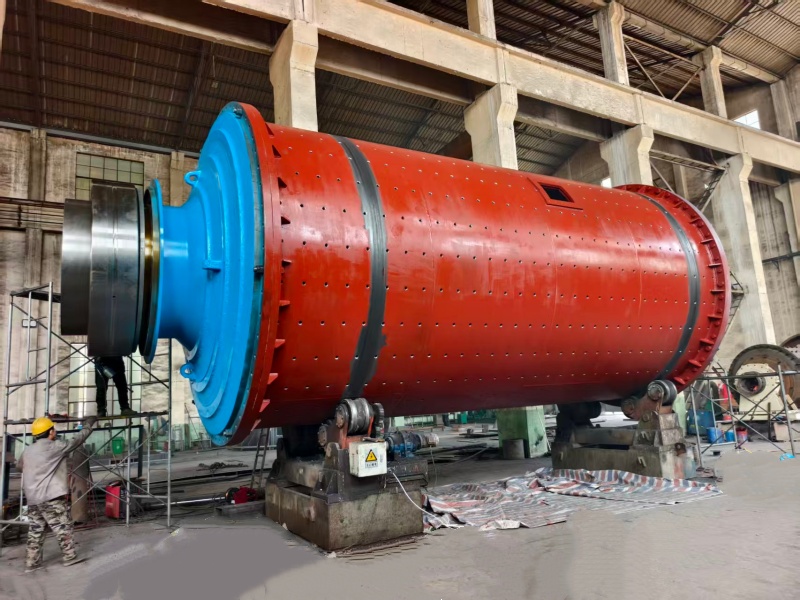
球磨机小齿轮与大齿圈相互啮合,负责将电机的动力传递给筒体,驱动其低速旋转。小齿轮通常转速较快,承载重、工况复杂,属于易损件。合理的选材与后续维护,有助于延长其使用周期。
二、常用材质与加工工艺
优质小齿轮多采用合金钢锻打毛坯,常见牌号包括:
35SiMn
42CrMo
40Cr
加工工艺方面,毛坯经调质处理(淬火+高温回火),齿面硬度一般控制在HB220-250。部分可进行高频淬火,齿面硬度达到HRC45-50。通常,小齿轮硬度比大齿圈高30-50HB,这种设计有助于保护价值较高的大齿圈。

三、常见故障表现
在长期重载、多粉尘环境中,小齿轮可能出现以下问题:
齿面磨损:润滑油不干净或密封不严,导致杂质侵入。
振动与噪声增大:安装轴线不对中,或地脚螺栓松动。
断齿或裂纹:过载、安装偏差引起的应力集中,或材料疲劳。

四、日常维护建议
合理安装
确保大小齿轮中心线平行,齿侧间隙控制在0.4mm-1.2mm。安装后检查齿顶间隙与齿侧间隙,避免顶齿。
有效润滑
采用强制润滑或自动喷油装置,定期检查油位、油质,及时更换污染润滑油。
密封防护
确保齿轮罩密封可靠,防止灰尘、矿浆等杂质进入,这是减少齿面磨损的基础。
状态监测
建议定期记录振动值与轴承温度。当振动量超过400μm或轴承温度高于55℃时,建议停机排查。
翻面使用
小齿轮常出现单侧受力磨损,若磨损均匀且未超限,可拆下翻面重新安装,有助于延长整体使用时间。

五、更换与安装要点
当齿面磨损严重、出现断齿或裂纹时,应及时更换。更换步骤要点:
拆卸前清理现场,准备起重工具。
利用手拉葫芦吊住齿轮轴,配合千斤顶取出旧件。
安装新齿轮后,调整轴向位置,确保与大齿圈齿宽方向对中。
按要求留出齿侧间隙,加注润滑脂后进行空载与负载试车,观察振动与噪音。
六、选型建议
采购小齿轮时,建议关注以下方面:
确认主机型号与大齿圈模数、齿数等参数。
选用锻打合金钢材质,避免铸件或普通钢材。
确认热处理工艺报告,硬度值应满足工况要求。
要求提供装配图纸与间隙控制标准。


























































